Como fabricar mangueiras com material reciclado
Um dos maiores problemas dos recicladores é achar produtos
que agreguem valor, que os tirem da mesmice de somente moer, lavar, e no máximo
granular.
Uma das soluções é a fabricação de mangueiras de PEBD que
são muito utilizadas em projetos de irrigação. Para começar precisamos fabricar
uma linha de moagem de PEBD como mostra a figura 3.17.
O material já granulado junto com o pigmento é colocado no
funil da extrusora da linha de fabricação de mangueiras, como mostra a figura
6.34.

Figura 6.34
O material sai do cabeçote e entra no calibre de entrada da
câmara de vácuo. Este calibre e muito importante já que é nele o primeiro
contato do plástico com a água de resfriamento e se este primeiro contato não
for uniforme criara marcas na mangueira.Na camara de vácuo a mangueira é
resfriada por meio de bicos que jogam água em forma de “spray”.O vácuo serve
para que a mangueira se resfrie mantendo a forma circular. Existe um registro
na câmara de vácuo para regular a intensidade do vácuo deixando entrar um pouco
de ar. Se o vácuo for muito grande, a mangueira é retida na câmara e não anda,
e se este for pequeno demais a mangueira se resfriará ovalada. Figura 6.35.

Figura 6.35
Existe outro processo que consiste em insuflar ar dentro do
cabeçote da extrusora, enquanto um pino rosqueado no cabeçote faz a função de
guia para arredondar a mangueira como mostra a figura 6.36. Neste processo não
é utilizada a câmara de vácuo, mas o acabamento na superfície da mangueira é
muito inferior ao processo anterior, por isso o mesmo vem sendo abandonado.

Figura 6.36
Depois da câmara de vácuo, segue a câmara de resfriamento.
Esta costuma ser cheia de bicos que esguicham água na mangueira para terminar
de resfriá-la.A câmara de resfriamento pode ser uma banheira, ficando a
mangueira submersa dentro da água. Este método é bastante eficiente, mas só dá
certo com mangueiras de pequeno diâmetro.Para mangueiras com diâmetro acima de 1”,
a força de empuxo da água na mangueira tende a torná-las ovais e com diâmetros
maiores; Fica muito difícil para submergir a mangueira, esta tende a flutuar,
só se resfria uma pequena parte da sua superfície, e, mesmo saindo redonda da
câmara de vácuo, ela se tornará oval.A mangueira depois de resfriada passa pelo
puxador, como o nome já diz, ele serve para puxá-la. Consiste em duas correias
que pressionam a mangueira aumentando o atrito desta com as mesmas, fazendo com
que a mesma saia do outro lado.O puxador também serve para acertar a espessura
final da mangueira, pois, caso ele gire mais depressa, a espessura da mangueira
no final do parison acabará ficando menor; E, se ele andar mais devagar a
espessura aumentará.
PUXADOR



Figura 6.37
O puxador também pode ser feito com pneus de lambreta, não é
o melhor método, mas funciona. A figura 6.38 mostra um puxador feito com pneus.

Figura 6.38
Depois do puxador, a chama de um maçarico faz a flambagem na
mangueira para que a tinta do gravador marque o logotipo da firma e sua
metragem. Por último vem o ENROLADOR, que possui regulagem de diâmetro para os
diferentes tipos de mangueiras, como mostra a figura 6.39.



Figura 6.39
A seguir vou relacionar os principais defeitos que costumam
aparecer na fabricação de mangueira e suas prováveis soluções.Marcas de
água:Essas marcas acontecem por que gotas de água se depositam na superfície da
mangueira quando esta ainda está muito quente. A gota de água resfriará uma
pequena área da superfície que acabará se contraindo mais que o restante da
superfície da mangueira formando uma pequena marca no lugar.A solução do
problema é regular as águas de resfriamento, de tal forma que quando a
mangueira passe não deixe formar gotas de água na superfície da mesma.Por isso
é importante que na câmara de vácuo a água de resfriamento seja pulverizada em
forma de “spray” (névoa fina) para não criar marcas nas mangueiras.É comum
colocar mangueiras jogando água na mangueira na entrada da câmara de vácuo, e
este processo freqüentemente cria marcas na superfície como mostra o desenho
figura 6.40.

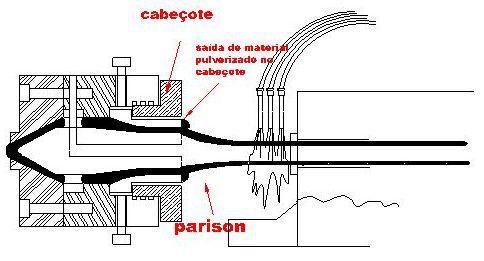
Figura 6.40
Riscos longitudinais:Quando no cabeçote junta-se sujeira,
esta fica marcando a mangueira no sentido longitudinal. A solução é limpar a
saída do mesmo com um pedaço de latão ou cobre para não arranhá-lo.Formação de
“saia” com material pulverizado no cabeçote:O material está saindo muito quente
do cabeçote ou está muito aquecido, então o mesmo começa a se degradar,
formando uma pequena “saia” de material (este fica poroso granuloso). E preciso
diminuir um pouco a temperatura.
Figura 6.41
Espessura irregular: Quando a mangueira começa a sair do
cabeçote, o operador deve observar se esta tende curvar-se para um dos lados,
ou permanece reta. Caso esteja saindo curvada, deve-se proceder à regulagem dos
quatro parafusos do cabeçote, até conseguir que a mesma saia reta. Fazendo
isto, podemos diminuir bem o tempo de acerto da espessura da mesma e,
conseqüentemente o trabalho envolvido em tal processo. É necessário lembrar
que, quando se aperta um parafuso de regulagem, o que está no sentido oposto
deve ter sido afrouxado antes para no marcar a matriz como mostra a figura
6.42.O motivo de a mangueira sair curvada do cabeçote e que, como não está bem
regulada a matriz em relação ao torpedo, a vazão de material é maior de um lado
da mesma; O outro lado, tendo uma espessura menor, resfria mais rápido,
contraindo a mangueira nesse sentido; Sem contar que naturalmente o material
vai andar mais rápido onde tiver uma maior saída.

Figura 6.42
Para se acertar a espessura da mangueira, deve-se primeiro
apertar com a ponta dos dedos no parison, de forma a criar uma pequena marca na
superfície da mangueira, como mostra a figura 6.43.

Figura 6.43
Depois, acompanha-se esta marca, até que a mesma chegue à
saída do puxador, onde é cortada uma pequena amostra, na qual se mede a
espessura da mangueira nos quatro lados, conforme mostra a figura 6.44.

Figura 6.44
A marca que é feita na mangueira serve para indicar em qual
dos quatro parafusos de regulagem temos que mexer. Sem ela não saberemos
precisar em que lugar do cabeçote a regulagem está errada, e não teremos
condições de fazer o acerto da espessura da mangueira. É necessário cortar uma
das extremidades da amostra bem próxima à marca, para podermos definir o
sentido de produção da amostra; Isto se faz necessário porque, se invertermos o
sentido de fabricação da amostra, regularemos o lado direito do cabeçote,
quando deveríamos regular o esquerdo ou vice-versa.Como fabricar tubos com
material recicladoO processo de fabricação de tubos é muito parecido com o de
mangueiras, por isso não entraremos em detalhes. Uma das diferenças mais
importantes e o uso de câmara de vácuo menor, se comparado com as mangueiras,
visto que a rigidez do material faz com que o produto mantenha a forma com mais
facilidade não precisando um resfriamento tão prolongado. A câmara de vácuo
costuma ser diferente também no formato, trocando os bicos de aspersão por um
tubo furado facilitando muito a manutenção, já que é freqüente o entupimento
dos bicos de aspersão e com eles entupidos ou mal regulados criam-se marcas no
material. Câmara de Calibração - “Banheira” – Sistema de refrigeraçãoO tubo de
PVC, já extrudado, segue para uma câmara de refrigeração, chamada banheira, e é
refrigerado por água que é bombeada para esta câmara com pressão negativa
através de bomba de vácuo para calibração do diâmetro externo do tubo
utilizando-se dispositivos mostrados na figura 6.45 e 6.46.



Figura 6.45
Figura 6.46
Figura 6.47
Depois que o tubo é litografado, é cortado na medida padrão,
e é feita uma bolsa em uma das extremidades.
Os tubos, bem como as mangueiras, precisam ter um controle
dimensional visto que ambos costumam ser acoplados a conexões.
As mangueiras de PVC não precisam de câmara de vácuo.



Nenhum comentário:
Postar um comentário